
| Технические
характеристики |
МОДЕЛЬ:
|
|
||
| Диаметр планшайбы |
|
|
|
|
| Высота
стола
(в горизонтальном положении) |
|
|
|
|
| Высота
центра
(в вертикальном положении) |
|
|
|
|
| Полная
высота
(в вертикальном положении) |
|
|
|
|
| Диаметр шпиндельного отверстия |
|
|
|
|
| Диаметр центрального отверстия |
|
|
|
|
| Размер Т-образного паза |
|
|
|
|
| Размер направляющего блока |
|
|
|
|
| Число зубьев червячной передачи |
|
|
|
|
| Двигатель
сервопривода
(модель по требованию) |
|
|
|
|
|
|
|
|
||
| Передаточное отношение скорости |
|
|
|
|
| Минимальное задаваемое перемещение |
|
|
|
|
| Скорость вращения стола |
|
|
|
|
| Момент
зажима
и метод стопорения |
|
|
|
|
| Совокупная точность индексации |
|
|
|
|
| Повторяемость |
|
|
|
|
| Допустимая нагрузка (кг) | В горизонтальном положении |
|
|
|
| В вертикальном положении |
|
|
|
|
| С использованием задней бабки |
|
|
|
|
| Допустимая инерция кг-см-c2 (кг-м2) |
|
|
|
|
| Maкс. момент червячной передачи (кг-м) |
|
|
|
|
| Допустимый диаметр обрабатываемой детали |
|
|
|
|
| Масса
нетто
(без двигателя) |
|
|
|
|
|
|
|
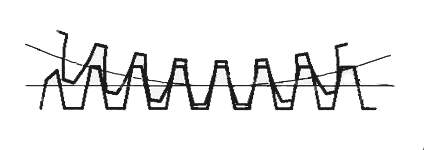
| Двухзаходный червяк имеет зубья различной толщины – более толстые зубья соответствуют более тонким зубьям для уменьшения люфта | Люфт уменьшается ближе к центру |
  |
 |
|
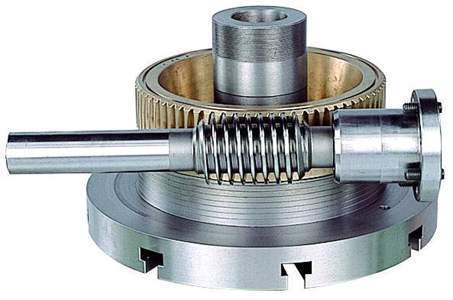
Резьба двухзаходного червяка выполнена с постепенно увеличивающимся шагом. Это обеспечивает легкое регулирование на люфта между червем и червячной передачей. Перемещением винта в длину достигается самая высокая точность индексации. |
Выполняется путем изменения расстояния между винтом и центром червячной передачи. Такой метод несовершенен, так как полностью не устраняет рассогласование, зазор, трение и износ. Поэтому такой тип червячной передачи не подходит для индексации высокой точности. |
|
2. Резьба винта регулирует зазор между червем и червячной передачей, увеличивая точность индексации стола. |
Установка регулировки червячной передачи может быть легко нарушена. |
|
|
 |
 |
 |
 |
| Представительство
и технический центр компании ООО "ЭДМ ТЕХНОЛОГИИ". Тел. : (812) 716 - 00 - 09
Тел. : (812) 715 - 27 - 73
Факс: (812) 335 - 03 - 23
E-Mail: |